PART 2. Enexis regional offices: in search of an intelligent facade
Research route in cooperation with producers
Already at an early stage in the research route (autumn 2009), discussions took place with various businesses, experienced in making composite material elements. Finally, with Holland Composites Industrials (Enexis Maastricht and Venlo) and NPSP (Enexis Zwolle), we have found partners who like to explore new horizons in the area of sustainable production concerning this project, just like atelier PRO. In the traditional cases a wooden frame would still have been used as support, but partly thanks to the geometry of the facade, in this case it was possible to make self-bearing facade elements without any additional reinforcements. Besides saving material and labour, this also provided more secure elements that were very dimensionally stable. Moreover, when the final demolition takes place, this will make the separating of various fractions much easier and more obvious, so that all components can be recycled without any difficulty.
Optimal module size
To support the irregular window pattern, the repetition of only 1 module width would not be a likely solution. In our search for efficiency, the choice was finally made for the application of two module widths, respectively 1.80 and 2.70 metres that were placed at random. The building high elements measured 15.5 metres, and due to these dimensions they were easy to transport and thus expensive special transport could be avoided. With proper piling, 4 to 13 elements could be carried per transport and the number of transport movements was therefore kept to a minimum.
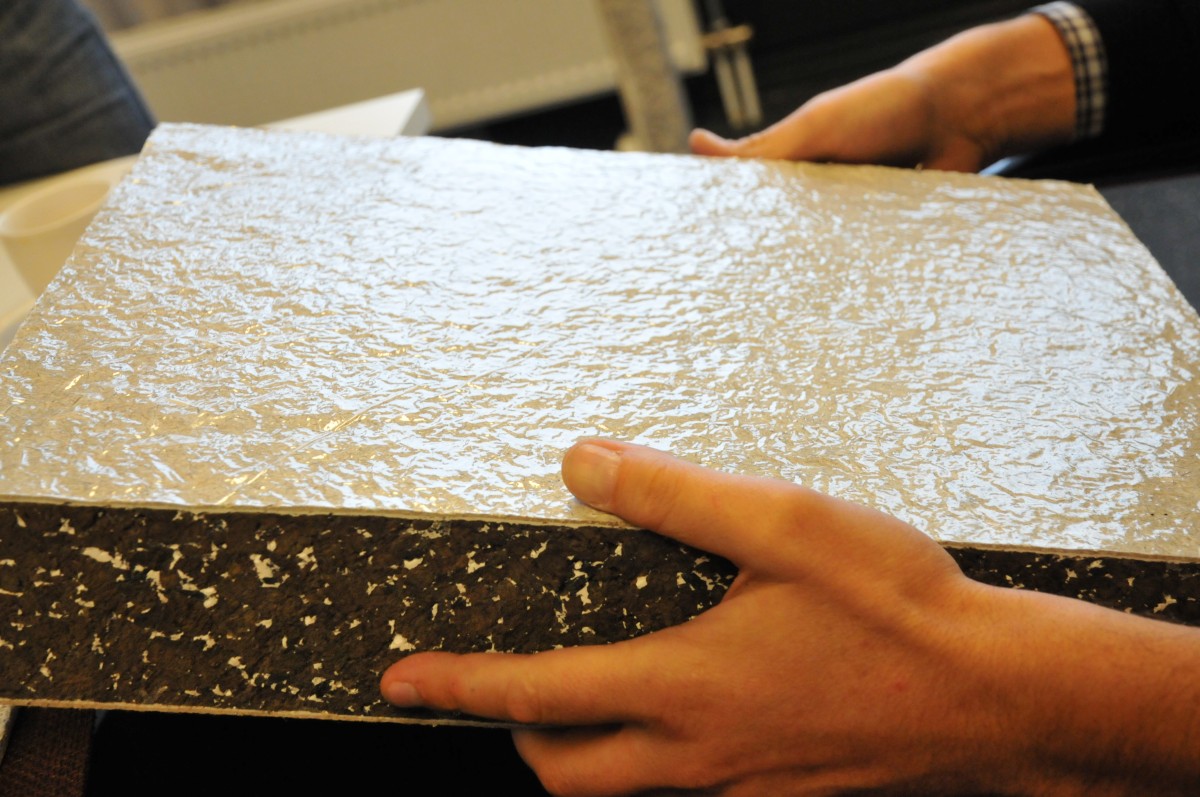
Production method, material construction
Holland Composites Industrials has produced the facade elements using the so-called vacuum injection method (Resin transfer moulding / RTM). With this method a completely stiffened synthetic mould is used, with a tapered smooth form. The side of the mould will form the ultimate hull, and determines the shape of the elements. Subsequently, reinforcement mats (for instance glass fibre or flax fibre) and preformed blocks of PIR foam are placed in this, covered with another layer of reinforcement mats, which together will form the body of the element. The finishing inside trim will be a fire resistant fibreboard, which will be placed in the mould as the final layer. The whole will be covered with a vacuum foil bag, which will be applied airtight to the sides of the mould. When this whole is put under vacuum, a grid of injection points will guarantee an equal input of epoxy resin.
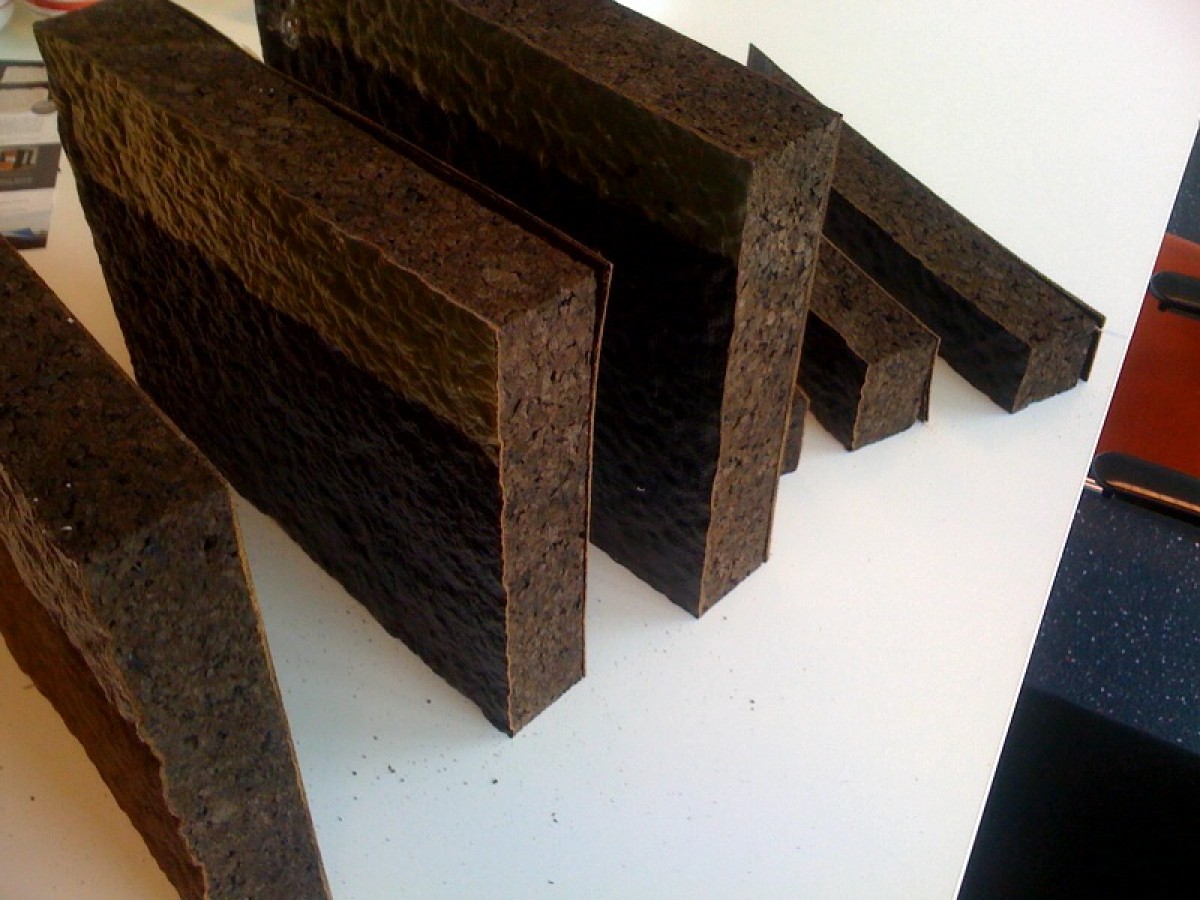
Tests with a cork core
Besides the self-bearing principle and smart choice in modules, more profit in the field of sustainability was to be gained with the sole use of bio-based materials. The first idea was to build up the insulating core from blocks of expanded cork, to replace the PIR foam. For the production of this material, cork from the cork oak is heated in templates, due to which the kernels swell up. Thanks to the binding agents in the cork and using a press, the kernels are subsequently formed into a structurally integrated block. This material is biodegradable, durable and is available to a large extent. Yet, the NIBE research data show that expanded cork is categorized under environmental classification 3c and this means that it scores a slightly lower than PIR foam or PUR foam, which are classified as 2c (environmental classification table: cavity insulation 41.04).
In combination with bio-resins, the use of cork might however provide an even more sustainable element, which would also score higher concerning fire resistance and sound absorption. However up till now, the tests that have been performed with cork and vacuum injections have not yet yielded the desired results. It appeared that the free space between the cork kernels absorbed the resin, due to which a lot more resin was needed and at the same time the insulation value of the packet was reduced. After forming the vacuum, the cork board did not return to its original shape and a slight bulge remained visible. Summarizing, it appeared that cork was not (yet) the most suitable insulation material and thus PIR foam has been chosen.
Read also the blogs part 1 and part 3.
More project information regional offices Venlo, Maastricht and Zwolle.